














ସିଟ୍ ମେଟାଲ୍ ଫ୍ୟାବ୍ରିକେସନ୍ ସାମଗ୍ରୀ |
ଆମର ସିଟ୍ ଧାତୁ ସାମଗ୍ରୀର ଚୟନରେ ଆଲୁମିନିୟମ୍, ପିତ୍ତଳ, ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍, ଏବଂ ତମ୍ବା ଅନ୍ତର୍ଭୁକ୍ତ, ପ୍ରତ୍ୟେକ ତୁମର ଧାତୁ ଉପାଦାନଗୁଡ଼ିକର ସ୍ଥାୟୀତ୍ୱ ଏବଂ ସ est ନ୍ଦର୍ଯ୍ୟକୁ ବ ancing ାଇଥାଏ |
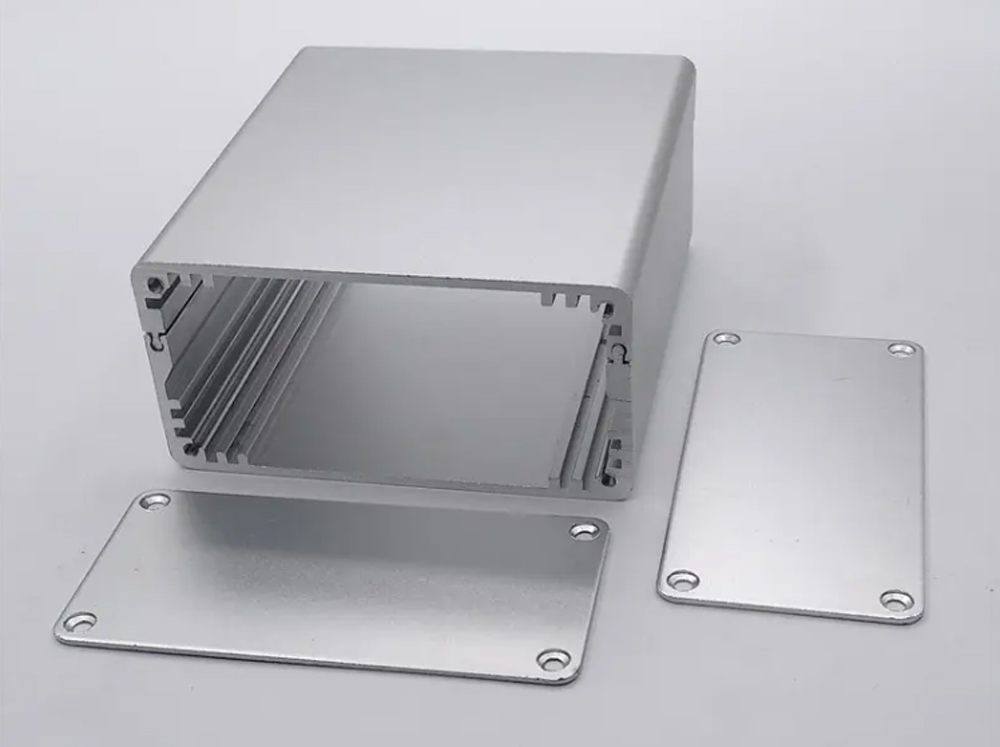
ଆଲୁମିନିୟମ୍ |
ସିଟ୍ ମେଟାଲ୍ ଫ୍ୟାବ୍ରିକେସନ୍ ସର୍ଫେସ୍ ଫାଇନିଙ୍ଗ୍ |
ଆମର ବିଭିନ୍ନ ସିଟ୍ ଧାତୁ ସମାପ୍ତିରୁ କ୍ଷୟ ପ୍ରତିରୋଧ, ସ୍ଥାୟୀତ୍ୱ ଏବଂ ଭିଜୁଆଲ୍ ଆବେଦନକୁ ବ enhance ାଇବା ପାଇଁ ଚୟନ କରନ୍ତୁ | ଆମର କୋଟ୍ ପୃଷ୍ଠାରେ ତାଲିକାଭୁକ୍ତ ହୋଇନଥିବା ସମାପ୍ତି ପାଇଁ, କେବଳ 'ଅନ୍ୟ' ଚୟନ କରନ୍ତୁ ଏବଂ କଷ୍ଟୋମାଇଜ୍ ହୋଇଥିବା ସମାଧାନ ପାଇଁ ଆପଣଙ୍କର ଆବଶ୍ୟକତା ନିର୍ଦ୍ଦିଷ୍ଟ କରନ୍ତୁ |
| ନାମ | ସାମଗ୍ରୀ | ରଙ୍ଗ | ଗଠନ | ମୋଟା | |
| ଆନାଡାଇଜିଂ | | ଆଲୁମିନିୟମ୍ | | ସଫା, କଳା, ଧୂସର, ନାଲି, ନୀଳ, ସୁନା | | ମସୃଣ, ମ୍ୟାଟ୍ ଫିନିଶ୍ | | ଏକ ପତଳା ସ୍ତର: 5-20 µm | |
| ବିଡ୍ ବିସ୍ଫୋରଣ | | ଆଲୁମିନିୟମ୍, ପିତ୍ତଳ, ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍, ଷ୍ଟିଲ୍ | | କିଛି ନୁହେଁ | | ମ୍ୟାଟ୍ | 0.3 ମିମି -6 ମିମି |
| ପାଉଡର ଆବରଣ | | ଆଲୁମିନିୟମ୍, ପିତ୍ତଳ, ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍, ଷ୍ଟିଲ୍ | | କଳା, ଯେକ any ଣସି RAL କୋଡ୍ କିମ୍ବା ପାଣ୍ଟୋନ୍ ନମ୍ବର | | ଚମକ ବା ସେମି-ଗ୍ଲୋସ୍ | | 5052 ଆଲୁମିନିୟମ୍ 0.063 ″ -0.500 ” |
| ଇଲେକ୍ଟ୍ରୋପ୍ଲେଟିଂ | ଆଲୁମିନିୟମ୍, ପିତ୍ତଳ, ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍, ଷ୍ଟିଲ୍ | | ଭିନ୍ନ ଭିନ୍ନ | | ମସୃଣ, ଚମକଦାର ସମାପ୍ତ | | 30-500 µin |
| ପଲିସିଂ | ଆଲୁମିନିୟମ୍, ପିତ୍ତଳ, ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍, ଷ୍ଟିଲ୍ | | N / A | ତେଜସ୍ୱୀ | | N / A |
| ବ୍ରଶ୍ | ଆଲୁମିନିୟମ୍, ପିତ୍ତଳ, ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍, ଷ୍ଟିଲ୍ | | ଭିନ୍ନ ଭିନ୍ନ | | ସାଟିନ୍ | | N / A |
| ସିଲ୍କସ୍କ୍ରିନ୍ ପ୍ରିଣ୍ଟିଙ୍ଗ୍ | | ଆଲୁମିନିୟମ୍, ପିତ୍ତଳ, ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍, ଷ୍ଟିଲ୍ | | ଭିନ୍ନ ଭିନ୍ନ | | N / A | |
| ପାସିଭେସନ୍ | | ଇସ୍ପାତ୍ | କିଛି ନୁହେଁ | | ଅପରିବର୍ତ୍ତିତ | | 5μm - 25μm |





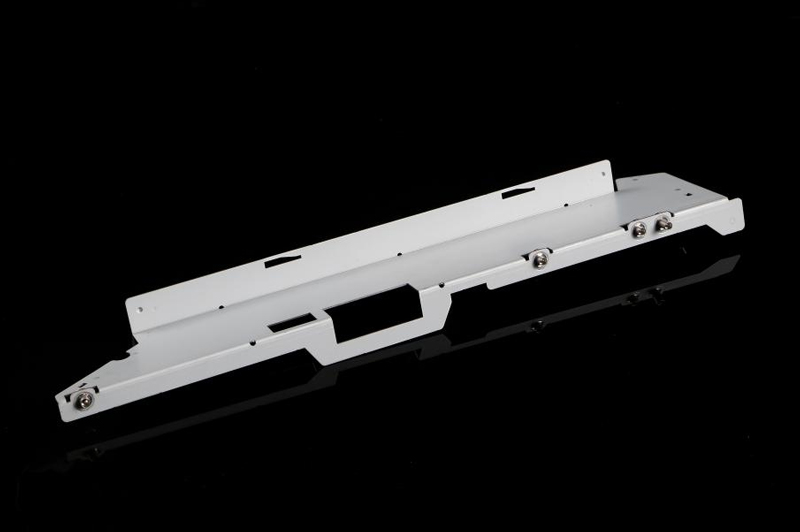
ବ୍ରେଟନ୍ ସଠିକ୍ ସିଟ୍ ଧାତୁ ପ୍ରକ୍ରିୟା |
ପ୍ରତ୍ୟେକ ସିଟ୍ ଧାତୁ କ ques ଶଳର ନିର୍ଦ୍ଦିଷ୍ଟ ସୁବିଧା ଯାଞ୍ଚ କରନ୍ତୁ ଏବଂ ଯେତେବେଳେ ଆପଣ କଷ୍ଟମ୍ ଧାତୁ ତିଆରି ଅଂଶ ଅର୍ଡର କରନ୍ତି, ସେତେବେଳେ ଉପଯୁକ୍ତ ମେଳ ଖୋଜ |
ପ୍ରକ୍ରିୟା | କ ech ଶଳ | | ସଠିକତା | ପ୍ରୟୋଗଗୁଡ଼ିକ | ବାସ୍ତୁ ମୋଟା (MT) | ଲିଡ୍ ଟାଇମ୍ | |
କାଟିବା | |
ଲେଜର କାଟିବା, ପ୍ଲାଜ୍ମା କାଟିବା | | +/- 0.1 ମିମି | ଷ୍ଟକ୍ ସାମଗ୍ରୀ କାଟିବା | | 6 ମିମି (¼ ଇଞ୍ଚ) କିମ୍ବା ତା’ଠାରୁ କମ୍ | | 1-2 ଦିନ | |
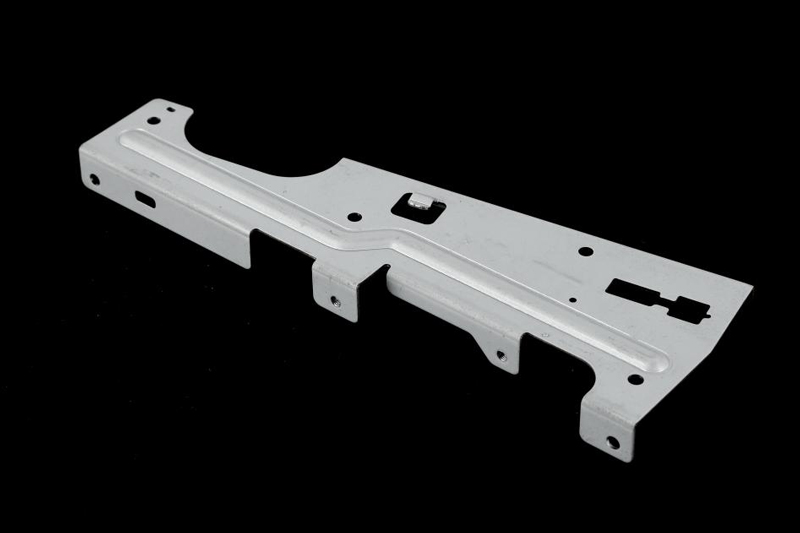
ବଙ୍କା | ବଙ୍କା | ଏକକ ବଙ୍କା: +/- 0.1 ମିମି | | ଗଠନ, ଦବାଇବା ରେଖା, ଅକ୍ଷର ଛାପିବା, ଇଲେକ୍ଟ୍ରୋଷ୍ଟାଟିକ୍ ଗାଇଡ୍ ରେଲ୍ଗୁଡ଼ିକର ରିଭାଇଟିଂ, ଗ୍ରାଉଣ୍ଡ୍ ସଙ୍କେତ ଦବାଇବା, ଗାତ ପିଞ୍ଚ କରିବା, ଫ୍ଲାଟ ଦବାଇବା, ତ୍ରିକୋଣୀୟ ଦୃ for ୀକରଣ ଦବାଇବା ଇତ୍ୟାଦି | | କ୍ଷୁଦ୍ରତମ ବଙ୍କା ବ୍ୟାସାର୍ଦ୍ଧ ଅତି କମରେ ଶୀଟ୍ ଘନତା ସହିତ ସମାନ ହେବା ଉଚିତ୍ | | 1-2 ଦିନ | |
ୱେଲଡିଂ | ଟିଗ୍ ୱେଲଡିଂ, MIG ୱେଲଡିଂ, MAG ୱେଲଡିଂ, CO2 ୱେଲଡିଂ | | +/- 0.2 ମିମି | ବିମାନ ଫ୍ୟୁଜେଲେଜ୍ ଏବଂ ଇଞ୍ଜିନ୍ ଉପାଦାନଗୁଡ଼ିକ ପାଇଁ | କାର୍ ଶରୀରରେ, ନିଷ୍କାସନ ପ୍ରଣାଳୀ, ଏବଂ ଖାସ୍ | ଶକ୍ତି ଉତ୍ପାଦନ ଏବଂ ବଣ୍ଟନ ପ୍ରଣାଳୀ ପାଇଁ ଉପାଦାନ ସୃଷ୍ଟି କରିବାରେ | | 0.6 ମି.ମି. | 1-2 ଦିନ | |
ସିଟ୍ ଧାତୁ ତିଆରି ପାଇଁ ସାଧାରଣ ସହନଶୀଳତା |
ପରିମାପ ବିବରଣୀ | ମେଟ୍ରିକ୍ ୟୁନିଟ୍ | | ସାମ୍ରାଜ୍ୟ ୟୁନିଟ୍ | |
ଧାର ଧାର, ଏକକ ପୃଷ୍ଠ | | +/- 0.127 ମିମି | +/- 0.005 ଇନ୍ |
ଗର୍ତ୍ତର ଧାର, ଏକକ ପୃଷ୍ଠ | | +/- 0.127 ମିମି | +/- 0.005 ଇନ୍ |
ଛିଦ୍ରରୁ ଛିଦ୍ର, ଏକକ ପୃଷ୍ଠ | | +/- 0.127 ମିମି | +/- 0.005 ଇନ୍ |
ଧାର / ଗର୍ତ୍ତ, ଏକକ ପୃଷ୍ଠକୁ ବଙ୍କା | | +/- 0.254 ମିମି | +/- 0.010 ଇନ୍ |
ବ feature ଶିଷ୍ଟ୍ୟର ଧାର, ଏକାଧିକ ପୃଷ୍ଠ | | +/- 0.762 ମିମି | +/- 0.030 ଇନ୍ |
ଗଠିତ ଅଂଶ ଉପରେ, ଏକାଧିକ ପୃଷ୍ଠ | | +/- 0.762 ମିମି | +/- 0.030 ଇନ୍ |
ବଙ୍କା କୋଣ | +/- 1 ° | |
ଡିଫଲ୍ଟ ଭାବରେ, ତୀକ୍ଷ୍ଣ ଧାରଗୁଡ଼ିକ ଭାଙ୍ଗିଯିବ ଏବଂ ଖରାପ ହେବ | ଯେକ any ଣସି ଜଟିଳ ଧାର ପାଇଁ ଯାହା ତୀକ୍ଷ୍ଣ ଛାଡି ଦିଆଯିବା ଆବଶ୍ୟକ, ଦୟାକରି ଧ୍ୟାନ ଦିଅନ୍ତୁ ଏବଂ ସେଗୁଡିକୁ ଆପଣଙ୍କର ଚିତ୍ରରେ ନିର୍ଦ୍ଦିଷ୍ଟ କରନ୍ତୁ |


