














Металл җитештерү материаллары
Безнең металл материалларны сайлау алюминий, бакыр, дат басмаган корыч, бакыр,
һәрберсе сезнең металл компонентларның ныклыгын һәм эстетикасын арттыра.

Тутыкмас корыч
Металл җитештерү өслеген бизәү
Дастка, чыдамлылыкка, эстетик сөйкемлелеккә каршы торуны яхшырту өчен, металл капламаларның төрле массивларын сайлагыз. Әгәр бәяләр битендә вариантлар юк икән, "Башка" ны сайлагыз һәм махсус җавап өчен сезнең ихтыяҗларыгызны җентекләп күрсәтегез.
| Исем | Материаллар | Төс | Текстура | Калынлык |
| Анодизация | Алюминий | Чиста, кара, соры, кызыл, зәңгәр, алтын. | Йомшак, мат төсле. | Нечкә катлам: 5-20 мм |
| Бусы шартлау | Алюминий, бакыр, датсыз корыч, корыч | Беркем дә юк | Мат | 0,3 мм-6 мм |
| Порошок каплау | Алюминий, бакыр, датсыз корыч, корыч | Кара, теләсә нинди RAL коды яки Пантон номеры | Ялтыравык яки ярым ялтыравык | 5052 Алюминий 0.063 ″ -0.500 ” |
| Электроплатинг | Алюминий, бакыр, датсыз корыч, корыч | Төрле | Йомшак, ялтыравыклы бетү | 30-500 µин |
| Оештыру | Алюминий, бакыр, датсыз корыч, корыч | М / Ю | Якты | М / Ю |
| Чистарту | Алюминий, бакыр, датсыз корыч, корыч | Төрле | Сатин | М / Ю |
| Ефәк экран бастыру | Алюминий, бакыр, датсыз корыч, корыч | Төрле | М / Ю | |
| Пассивация | Тутыкмас корыч | Беркем дә юк | .Згәртелмәгән | 5μm - 25μm |





Бретон төгәл металл процесслары
Металл эшкәртү компонентларына идеаль туры килүен ачыклау өчен, төрле металл ысулларның төрле өстенлекләрен барлагыз.
Процесс | Техника | Төгәллек | Кушымталар | Материаль калынлык (MT) | Башкару вакыты |
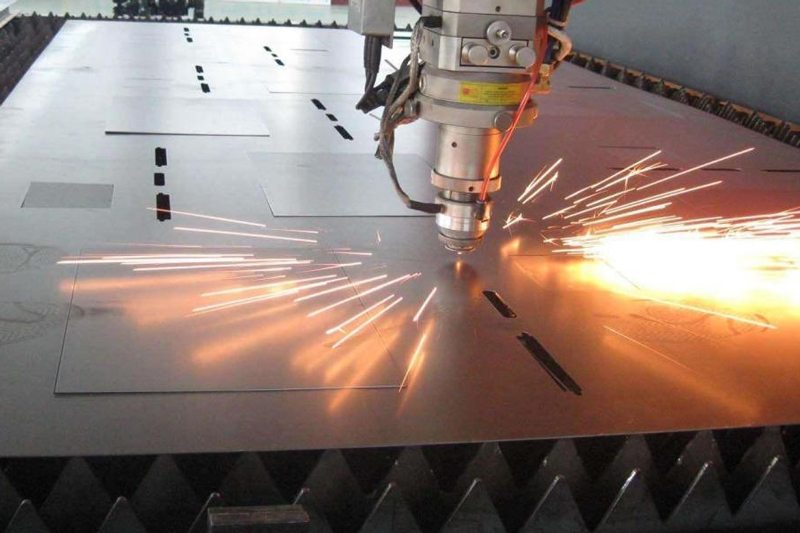
Кисү |
Лазер кисү, Плазма кисү | +/- 0,1 мм | Запас материал кисү | 6 мм (¼ дюйм) яки аннан да азрак | 1-2 көн |
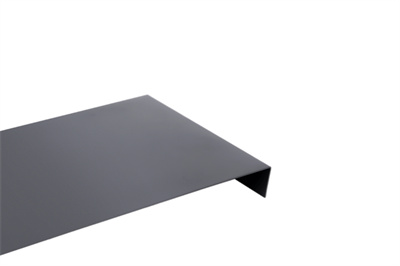
Бөкләү | Бөкләү | Бер бөкләнү: +/- 0,1 мм | Формалар ясау, хәрефләр бастыру, статик юл күрсәткечләрен беркетү, җир символларын формалаштыру, тишекләр тишү, тигезләү, өчпочмак таяныч ясау һәм өстәмә биремнәр. | Иң кечкенә иелү радиусы ким дигәндә таблицаның калынлыгына тигез булырга тиеш. | 1-2 көн |
Эретеп ябыштыру | Тигр эретеп ябыштыру, MIG эретеп ябыштыру, MAG эретеп ябыштыру, CO2 эретеп ябыштыру | +/- 0,2 мм | Очкыч органнары һәм двигатель детальләре җитештерүдә. Машина рамкалары, эмиссия системалары, вагоннар өчен. Электр системалары һәм тарату челтәрләре өчен детальләр ясаганда. | 0,6 мм | 1-2 көн |
Металл җитештерү өчен гомуми толерантлык
Ensionлчәм | Метрик берәмлекләр | Император берәмлекләре |
Кыр читенә, бер өслеккә | +/- 0,127 мм | +/- 0,005. |
Чокыр читенә, бер өслеккә | +/- 0,127 мм | +/- 0,005. |
Тишеккә тишек, бер өслек | +/- 0,127 мм | +/- 0,005. |
Кыр / тишеккә, бер өслеккә бөкләнегез | +/- 0,254 мм | +/- 0.010. |
Күрсәткеч кыры, берничә өслек | +/- 0,762 мм | +/- 0.030. |
Формалашкан өлеш өстендә, берничә өслек | +/- 0,762 мм | +/- 0.030. |
Бөкләү почмагы | +/- 1 ° | |
Килешү буенча, үткен кырлар өзеләчәк һәм бозылачак. Sharpитди калырга тиеш булган критик кырлар өчен зинһар, игътибар итегез һәм аларны рәсемегездә күрсәтегез.


