














Lokšņu metāla ražošanas materiāli
Mūsu lokšņu metāla materiālu klāstā ietilpst alumīnijs, misiņš, nerūsējošais tērauds,
un varš, kas katrs uzlabo jūsu metāla detaļu izturību un estētiku.

Misiņš
Metāla lokšņu virsmas apdare
Izvēlieties kādu no mūsu dažādajām lokšņu metāla apdari, lai uzlabotu izturību pret koroziju, izturību un vizuālo pievilcību. Apdarēm, kas nav norādītas mūsu piedāvājumu lapā, vienkārši atlasiet “Cits” un norādiet savas prasības pielāgotam risinājumam.
| Vārds | Materiāli | Krāsa | Tekstūra | Biezums |
| Anodēšana | Alumīnijs | Skaidrs, melns, pelēks, sarkans, zils, zelts. | Gluda, matēta apdare. | Plāns slānis: 5-20 µm |
| Pērlīšu spridzināšana | Alumīnijs, misiņš, nerūsējošais tērauds, tērauds | Nav | Matēts | 0,3-6 mm |
| Pulvera pārklājums | Alumīnijs, misiņš, nerūsējošais tērauds, tērauds | Melns, jebkurš RAL kods vai Pantone numurs | Spīdums vai pusspīdīgs | 5052 Alumīnijs 0,063-0,500" |
| Galvanizācija | Alumīnijs, misiņš, nerūsējošais tērauds, tērauds | Atšķiras | Gluda, spīdīga apdare | 30-500 µin |
| Pulēšana | Alumīnijs, misiņš, nerūsējošais tērauds, tērauds | N/A | Glancēts | N/A |
| Birstīšana | Alumīnijs, misiņš, nerūsējošais tērauds, tērauds | Atšķiras | Satīns | N/A |
| Sietspiede | Alumīnijs, misiņš, nerūsējošais tērauds, tērauds | Atšķiras | N/A | |
| Pasivēšana | Nerūsējošais tērauds | Nav | Nemainīts | 5μm - 25μm |





Breton Precīzijas lokšņu metāla procesi
Izpētiet dažādu lokšņu metāla metožu unikālās priekšrocības un izvēlieties ideāli piemērotu metāla ražošanas detaļu pasūtījumiem.
Process | Paņēmieni | Precizitāte | Lietojumprogrammas | Materiāla biezums (MT) | Izpildes laiks |
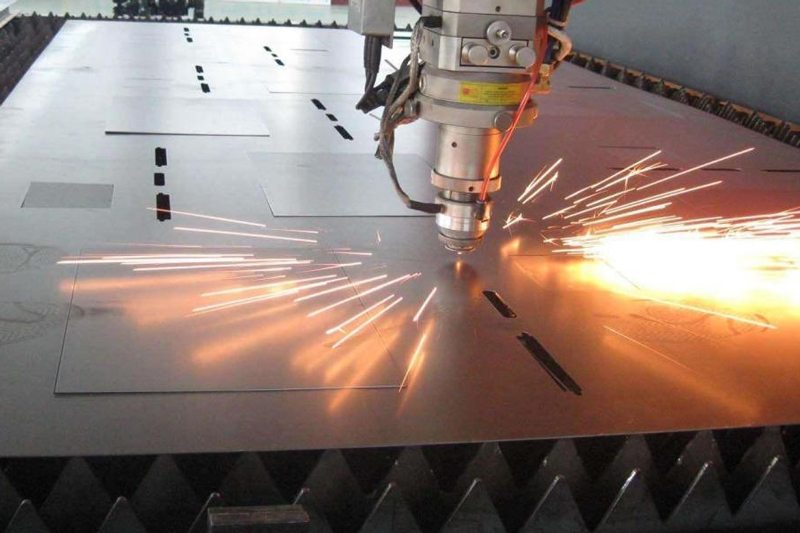
Griešana |
Lāzergriešana, plazmas griešana | +/- 0,1 mm | Krājumu materiālu griešana | 6 mm (¼ collas) vai mazāk | 1-2 dienas |
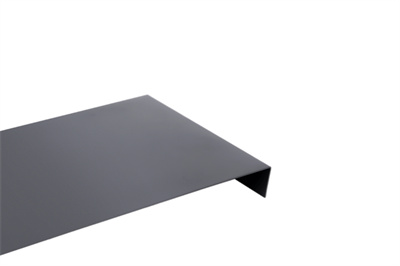
Liekšana | Liekšana | Viens līkums: +/- 0,1 mm | Formu veidošana, formēšana, burtu reljefs, statisko vadotņu piestiprināšana, zemes simbolu apdruka, caurumu štancēšana, saplacināšana, trīsstūrveida stiegrojumu piestiprināšana un papildu darbības. | Mazākajam lieces rādiusam jābūt vismaz vienādam ar loksnes biezumu. | 1-2 dienas |
Metināšana | Tig metināšana, MIG metināšana, MAG metināšana, CO2 metināšana | +/- 0,2 mm | Lidmašīnu fizelāžu un dzinēju priekšmetu izgatavošanai. Transportlīdzekļu virsbūvēs, izplūdes sistēmās un rāmjos. Enerģijas radīšanas un izkliedes sistēmu detaļu projektēšanā. | Tik zems kā 0,6 mm | 1-2 dienas |
Vispārējās pielaides lokšņu metāla ražošanai
Izmēru detaļa | Metriskās vienības | Imperiālās vienības |
No malas līdz malai, viena virsma | +/- 0,127 mm | +/- 0,005 collas |
No malas līdz caurumam, viena virsma | +/- 0,127 mm | +/- 0,005 collas |
Caurums pret caurumu, viena virsma | +/- 0,127 mm | +/- 0,005 collas |
Saliekt līdz malai/caurumam, viena virsma | +/- 0,254 mm | +/- 0,010 collas |
No malas līdz objektam, vairākas virsmas | +/- 0,762 mm | +/- 0,030 collas |
Pāri veidota daļa, vairākas virsmas | +/- 0,762 mm | +/- 0,030 collas |
Liekuma leņķis | +/- 1° | |
Pēc noklusējuma asas malas tiks salauztas un attīrītas. Jebkuras kritiskās malas, kuras jāatstāj asas, lūdzu, ņemiet vērā un norādiet tās zīmējumā.


